L'azionamento e la forza motrice del movimento di lavorazione dello stampo a iniezione (forza di pressione, forza di bloccaggio dello stampo, peso di caduta del materiale, forza di estrusione, ecc.) sono forniti dalla potenza della macchina utensile e dell'attrezzatura di formatura attraverso il meccanismo di trasmissione.
Azionamento elettromeccanico: come punzonatrici, presse a frizione, macchine per stampaggio a rulli, ecc., sono alimentati e ruotati da motori elettrici per azionare il meccanismo di trasmissione e sono collegati alle parti mobili dello stampo attraverso il cursore per azionare il movimento direzionale di lo stampo. E la forza motrice trasmessa agisce sullo stampo, in modo che lo stampo possa formare il materiale.
Azionamento elettroidraulico: ovvero, attraverso il motore dello stampaggio a iniezione per azionare la pompa idraulica o la pompa dell'acqua per generare pressione idraulica e pressione dell'acqua e, attraverso il sistema idraulico di erogazione e controllo del liquido, viene generata una determinata pressione nominale per azionare il parte mobile dello stampo (come lo stampo mobile) Impianto idraulico collegato Il cilindro o il pistone aziona lo stampo mobile affinché si muova in una traslazione direzionale rispetto allo stampo fisso, quindi comprime ulteriormente il materiale, in modo che il materiale diventi una parte dopo la formatura .
Formatura pneumatica; utilizzato principalmente per lo stampaggio di blister e soffiaggio, ovvero quando lo stampo è in uno stato fisso, la pompa dell'aria genererà una certa pressione negativa per aspirare e attaccare direttamente il foglio di plastica sulla superficie dello stampo per formare una parte, stampaggio a soffiaggio. per generare un certo gas sotto pressione attraverso la pompa dell'aria, soffiare nella cavità della parte in plastica hot-melt o nella parte grezza in vetro hot-melt, espanderlo e deformarlo e fissarlo alla superficie della cavità dello stampo per formare un parte.
Inoltre,
stampo ad iniezione le unità di lavorazione, come profili in lega di alluminio, profili in plastica, fogli o pellicole, generalmente adottano il processo di estrusione. Lo stampo è fissato sulla testa della macchina e il materiale passa attraverso lo stampo sotto forma di estrusione e varie parti vengono formate dal movimento relativo dello stampo. Ad esempio, il profilo in plastica si basa sul movimento a spirale continuo della vite della macchina di estrusione, la plastica viene estrusa nello stampo e fatta passare attraverso il profilo dello stampo, mentre il materiale formato viene raffreddato e modellato. Il profilo estruso viene tirato in avanti dal meccanismo di trazione, in modo che venga eseguito il processo di formatura continua.
Stampo per purificatore d'aria
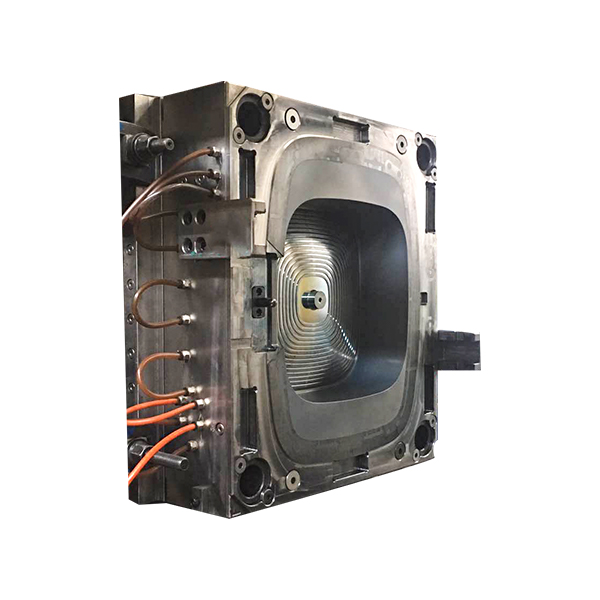
1. Vengono analizzati il processo di formatura del prodotto, la struttura dello stampo e il processo di produzione. Per garantire la durata dello stampo fino a più di 1 milione di volte.
2. È necessario progettare la struttura completa dello stampo e le parti di lavorazione e proporre i requisiti di assemblaggio e i requisiti del processo di stampaggio a iniezione.
3. Causa difetti nell'aspetto delle parti in plastica (come ritiro, ecc.) o problemi alla struttura dello stampo (come l'impostazione della superficie di divisione, l'impostazione del punto di iniezione, la durata dello stampo non può essere garantita, ecc.). È necessario garantire che l'aspetto dello stampo sia esente da ruggine, segni di urti, disabilità e altri difetti del modulo.
 inglese
inglese spagnolo
spagnolo



.jpg "Stampo per cestello portaoggetti giornaliero (grande)")
.jpg "Stampo per cestello portaoggetti (piccolo)")





