Elaborazione in fabbrica di stampi a iniezione
1) Se la pressione di lavorazione è troppo alta, la velocità è troppo elevata, maggiore è la quantità di materiale caricata e il tempo di iniezione e mantenimento della pressione è troppo lungo, la fabbrica di stampi a iniezione causerà stress interni eccessivi e fessurazioni.
2) Regolare la velocità e la pressione di apertura dello stampo per evitare che la rapida trazione delle parti provochi sformatura e fessurazioni.
3) Aumentare adeguatamente la temperatura dello stampo per rendere la parte facile da sformare e la fabbrica di stampi a iniezione abbassa adeguatamente la temperatura del materiale per prevenire la decomposizione.
4) Prevenire le fessurazioni dovute alla linea di saldatura e il degrado della plastica causato dalla minore resistenza meccanica.
5) Uso appropriato dell'agente distaccante, la fabbrica di stampi a iniezione presta attenzione a eliminare spesso l'aerosol e altre sostanze attaccate alla superficie dello stampo.
6) Lo stress residuo del pezzo può essere eliminato mediante trattamento termico di ricottura immediatamente dopo la formatura per ridurre la generazione di cricche.
Stampo per fabbrica di stampi ad iniezione
1) L'espulsione deve essere bilanciata, ad esempio il numero di perni di espulsione e l'area della sezione trasversale devono essere sufficienti, la pendenza di sformatura deve essere sufficiente e la superficie della cavità deve essere sufficientemente liscia da evitare fessurazioni dovute alla concentrazione dello stress residuo nell'espulsione causata da una forza esterna.
2) La struttura del pezzo non deve essere troppo sottile e la parte di transizione deve utilizzare il più possibile la transizione ad arco per evitare la concentrazione delle sollecitazioni causata da spigoli vivi e smussi.
3) Ridurre al minimo l'uso di inserti metallici per evitare che le tensioni interne aumentino a causa dei diversi tassi di ritiro degli inserti e delle parti.
4) Per le parti con fondo profondo, è necessario impostare adeguati canali di ingresso dell'aria di sformatura per evitare la formazione di pressione negativa del vuoto.
5) Il canale di colata è sufficiente per consentire la sformatura del materiale del punto di iniezione quando ha il tempo di indurire, in modo che sia facile da sformare.
6) La giunzione della boccola di colata e dell'ugello deve impedire il trascinamento del materiale raffreddato e far aderire il pezzo alla matrice fissa.
Materiali per la fabbrica di stampi a iniezione
1) Il contenuto di materiale riciclato è troppo elevato, con conseguente scarsa resistenza delle parti.
2) L'umidità è troppo elevata, causando la reazione chimica di alcune plastiche con il vapore acqueo, riducendone la resistenza e causando espulsione e screpolature.
3) Il materiale stesso non è adatto all'ambiente in lavorazione o la qualità non è buona e l'inquinamento causerà fessurazioni.
Diversi stampi a iniezione nelle fabbriche di stampi a iniezione hanno requisiti diversi. Per riassumere, i requisiti prestazionali degli stampi in plastica per l'acciaio per stampi si riflettono principalmente in: durezza, lucidatura, prestazioni di incisione, prestazioni di saldatura, resistenza all'usura, tenacità, stabilità dimensionale, prestazioni di resistenza alla corrosione, ecc.
Stampo per purificatore d'aria
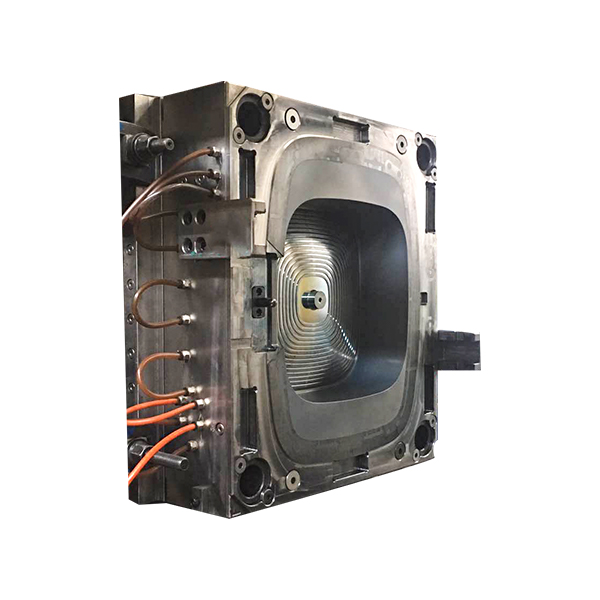
1. Vengono analizzati il processo di formatura del prodotto, la struttura dello stampo e il processo di produzione. Per garantire la durata dello stampo fino a più di 1 milione di volte.
2. È necessario progettare la struttura completa dello stampo e le parti di lavorazione e proporre i requisiti di assemblaggio e i requisiti del processo di stampaggio a iniezione.
3. Causa difetti nell'aspetto delle parti in plastica (come ritiro, ecc.) o problemi alla struttura dello stampo (come l'impostazione della superficie di divisione, l'impostazione del punto di iniezione, la durata dello stampo non può essere garantita, ecc.). È necessario garantire che l'aspetto dello stampo sia esente da ruggine, segni di urti, disabilità e altri difetti del modulo.
 inglese
inglese spagnolo
spagnolo



.jpg "Stampo per cestello portaoggetti giornaliero (grande)")
.jpg "Stampo per cestello portaoggetti (piccolo)")





