 inglese
inglese spagnolo
spagnolo La qualità dello stampo è direttamente correlata alla qualità, all'efficienza produttiva e al costo del prodotto. Penso che tutti non avranno obiezioni a questo. La qualità dello stampo deve essere trovata e risolta attraverso il test dello stampo, quindi il processo di test dello stampo è molto importante per le imprese di stampaggio a iniezione.
1. Test di funzionamento a secco dello stampo: verificare l'azione dello stampo
A. Ispezione dell'apertura e della chiusura dello stampo a bassa pressione dello stampo
1. Lo stampo viene aperto e chiuso tre volte in modalità veloce, media e lenta, indipendentemente dal fatto che si verifichino suoni anomali o fenomeni di blocco durante il processo di apertura e chiusura;
2. L'azione di apertura e chiusura dello stampo è fluida, con o senza interferenze.
B. Ispezione del sistema di espulsione dello stampo (a bassa pressione)
1. L'azione di espulsione è divisa in espulsione veloce, media e lenta 3 volte e controlla se c'è qualche fenomeno anomalo;
2. Dopo che il perno di espulsione dell'aereo è stato espulso, sarà allentato o bloccato?
3. Se il ditale conico o il cilindro sono installati con un perno di posizionamento per impedire l'allentamento o la rotazione.
4. Sistema di espulsione (se si verificano rumori anomali e tremori quando viene espulso il perno di espulsione o il blocco di espulsione.
C. Ispezione del ripristino dello stampo
1. Lo stampo viene ripristinato 3 volte a velocità veloce, media e lenta per vedere se è possibile ripristinarlo. Dopo il ripristino, la faccia finale del perno di espulsione obliquo non è più alta di 0,1 mm dallo stampo o non è a filo con l'anima dello stampo;
2. Se il perno di espulsione interferisce con l'azione della posizione della fila quando l'espulsore viene espulso e se il cursore ritorna nella posizione originale;
3. Lo stampo è dotato di un dispositivo di ripristino del ditale.
In secondo luogo, verificare l'equilibrio della cavità nella colla
1. Raccogli continuamente fondi per riprodurre 5 stampi e valutarne il peso;
2. Registrare il peso del singolo pezzo di ciascun prodotto in ciascuno stampo;
3. Ridurre il volume di iniezione e riempire il 20%, 50% e 90% dei campioni in 3 stampi;
4. Pesare e registrare il peso di ciascuno dei prodotti sopra indicati;
5. Se la differenza tra il peso massimo e il peso minimo del prodotto è inferiore al 2%, è accettabile. Se si tratta di uno stampo a cavità singola è necessario anche il test dell'equilibrio dell'iniezione.
3. Come determinare il tempo di raffreddamento ottimale
1. Quando il stampaggio ad iniezione le condizioni di processo sono adatte, dopo che il prodotto è pieno, stimare il tempo di raffreddamento, selezionare un tempo di raffreddamento più lungo, raffreddare completamente il prodotto, realizzare 3 stampi e misurarne le dimensioni;
2. La dimensione del prodotto iniettato ad ogni raffreddamento deve essere misurata dopo che la parte in plastica si è completamente raffreddata per circa 15 minuti;
3. Base per determinare il tempo di raffreddamento ottimale, considerando la stabilità dimensionale del prodotto.
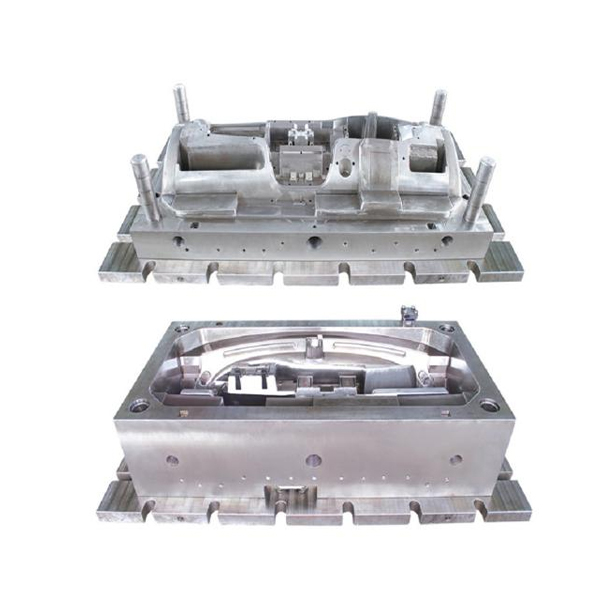
1. Lo stampo del paraurti dell'automobile adotta la struttura della linea di divisione interna.
2. La forma dello stampo non presenta bave e segni di saldatura.




.jpg "Stampo per cestello portaoggetti giornaliero (grande)")
.jpg "Stampo per cestello portaoggetti (piccolo)")





